电 话:15619273361
Q Q:1647950652
邮 箱:1647950652@qq.com
网 址:www.ding-instrument.com
地 址:陕西省西安市蓝田县规划一路1号三元科技创新园C3-2栋
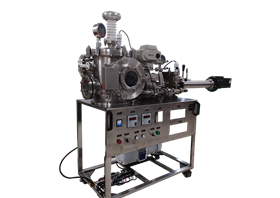
真空感应熔炼炉是一种无铁芯坩埚式感应熔炼炉。这种电炉的坩埚装在一个真空室里面,熔炼时,真空室内被抽成真空,炉料在真空或惰性气体氛围下熔炼和浇铸。一般真空感应熔炼炉使用耐火材料做坩埚,所以不能用来熔炼能与坩埚起作用的活泼金属,如钛、锆等纯金属及合金,也不能用来熔炼高熔点的难熔金属,如钨、钼等。熔炼钛、锆等活性金属必须使用组合水冷铜坩埚。
用真空感应熔炼炉熔炼金属及合金材料有以下特点:
①.加热和熔化速度快,温控方便。金属和合金整体保持在真空和高温熔融状态时间较长,并有强烈的电磁搅拌作用,所以净化效果好,能把氢、氧、氮等大部分气体除掉,使熔炼金属的含气量低;
②.合金元素的氧化损失小,所得金属或合金熔体中氧化物夹杂少;
③.合金化效果好,成分均匀,提高了金属及合金材料性能;
真空感应熔炼主要用来有色合金、耐热合金、磁性材料、电工材料、高强度钢、原子能反应堆材料,也可为真空电弧炉等提供重熔锭坯。同真空电弧炉熔炼和电子束熔炼相比,在用真空感应炉进行熔炼时,炉温、真空度、熔炼时间等控制比较容易,合金元素的添加量可以控制得很准确,所以真空感应炉熔炼适合熔炼含铝、钛等元素的耐热合金。
根据使用电流频率不同,无铁芯坩埚式感应炉可分为:
工频炉:直接使用频率为50Hz的工频电源;
中频炉:电源频率在10000Hz以下;
高频炉:电源频率在10000Hz以上。
真空感应电炉,一般多使用中频或高频炉。
感应加热原理:
感应电炉是根据法拉第电磁感应定律和电流热效应的焦耳-楞次定律将电能转化为热能的熔炼设备,所以感应加热的基本条件是:
①.必须使用交流电;
②.被加热的物体必须是金属。
真空熔炼感应炉主要是用无铁芯坩埚进行熔炼。坩埚的外层缠绕了螺旋形水冷线圈,在线圈所包围的空间里和四周产生了磁场。该磁场的极性和强度随交流电的频率而变化,因此是一个交变磁场。交变磁场的磁力线一部分穿透金属炉料,一部分穿过坩埚材料。该交变磁场的极性、强度、磁通量变化率,亦即磁场的方向和磁力线的数量与稀密程度等决定于通过水冷线圈电流的强度、频率、线圈匝数和几何尺寸。
熔炼时,一部分磁力线穿过坩埚内的金属炉料,当磁力线的极性和强度产生周期性的交替变化时,磁力线被金属炉料所切割,就相当于导体做切割磁力线运动。这时在炉料所构成的闭合回路内产生了感应电动势和感生电流。感生电流流过炉料,由于要克服炉料的电阻,从而电能转化成了热能,这种热能不断积聚就能够加热金属炉料并使之熔化。
感应加热的整个过程是一个能量转化过程。首先将电能转化为磁场能,然后由磁场能再转化为电能,最后电能再转化为热能。从这一点看感应炉的加热方法不同于电弧、等离子、电阻、电子束等加热方法,由于能量形式的多次转化不可避免地会有些损失,因此感应炉加热的效率较低。
交流电效应:
①.集肤效应
交变频率的电流通过导体时,电流沿导体的横断面是不均匀的。电流密度由表面到中心依次减弱,即电流有趋于导体表面的现象,称这种现象为电流的集肤效应
②.邻近效应
当两条通有交流电的导体靠近时,在互相影响下,两导体中的电流要重新分布,这中现象叫做邻近效应,其实质与集肤效应相似。当两根互相靠近的导体中,通以方向相同的电流时,则两个导体外侧的电流密度大于内侧;而当两根导体中通以方向相反的电流时,两根导体内侧的电流密度大于外侧。邻近效应对感应磁场的影响也是如此,若两根导体在任何瞬间都通以大小相等方向相反的电流时,每根导体各自产生自己的磁场,两磁场将发生相互作用,结果导体之间磁场加强,而导体外侧磁场相互抵消;反之当两根导体中在任何瞬间都通以大小相等方向相同的电流时,两个磁场相互作用的结果是两根导体之间的磁场相互抵消,而导体外侧的磁场加强,总的磁力线将包围两根导体,并有一部分磁力线穿过导体外侧面。
③.圆环效应
当一圆环形导体,环形线圈等通以交流电时,则出现圆环内侧的电流密度高于外侧的现象,这种现象交圆环效应,又称线圈效应。导体的径向厚度与圆环直径之比越大,这中效应就越显著。通常磁力线在环内集中,在环外分散,一部分磁力线穿过导体本身,因此导体的外侧较内侧有较多的磁通,这样导体外侧的电感和阻抗较内侧大,带你刘向内侧集中。
感应炉熔炼过程是这三种效应的综合,感应器两端通以交流电后,产生交变磁场,感应器本身表现为圆环效应,感应器与金属之间表现为邻近效应,被加热金属表现为集肤效应。
坩埚式感应炉内,被熔化金属由于受到电磁力作用产生强烈搅拌,这是坩埚感应炉的一个主要特点,这一电磁力就是由于邻近效应产生的。
联系方式
手 机:15619273361
Q Q:1647950652
邮 箱:1647950652@qq.com
网 址:www.ding-instrument.com
地 址:陕西省西安市蓝田县规划一路1号
三元科技创新园C3-2栋

扫一扫 关注我们